
This case study gives us a chance to review the fundamentals of functional decomposition, and why it made this project, which had lingered like so many, a quick one.
Like many projects, the starting point, dictated by those other than the technical group, led to a poor starting point. Often, hefty sums are paid to consultants who never seem to be around when tough problems need a causal explanation.
A proper strategy and sound tactics, with a progressive search from effect to cause with a central focus on functional determinism has been working for us for years.
Manufacturing and product performance problems can be efficiently solved by decomposing a product or process functionally, supplemented structurally and probabilistically to derive a causal explanation.
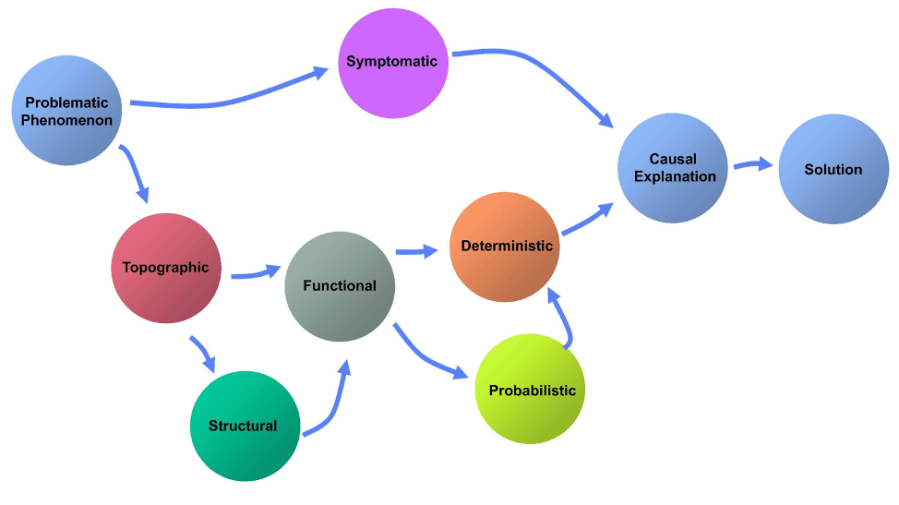 The Analytic Logic Map shows that the topographic (model-based) path to a solution is by way of the causal explanation and helps you get started. It also shows that structural and probabilistic decomposition are never without a functional explanation, which demands an answer to the question, “What is happening?” and “How is this supposed to work?” Making a conscious decision to find a causal explanation, not a root cause, is an important step in gaining a competitive advantage through technical development and application.
The Analytic Logic Map shows that the topographic (model-based) path to a solution is by way of the causal explanation and helps you get started. It also shows that structural and probabilistic decomposition are never without a functional explanation, which demands an answer to the question, “What is happening?” and “How is this supposed to work?” Making a conscious decision to find a causal explanation, not a root cause, is an important step in gaining a competitive advantage through technical development and application.
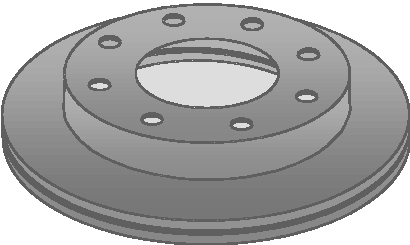
This project centered on a machined component, where scrap was about 15% and had been since the line had started. The production equipment was new and the part was expensive, with no rework possible. Parts not to print went in the scrap bin.
“What’s the project?” we asked on arrival.
“Machined parts fail to meet the spec for flatness after the last grinding operation. We need to fix flatness, and need help in finding the root cause.”
“Fixing flatness” is a poor starting point. There is a list of geometric forms in every GD&T handbook, which are helpful for quality control, but not for the decomposition of the behavior of machine tools. Most are transformed data, so we avoid them. We learned how important it is to not use data transforms about twenty years ago when applying multi-vari.
Multi-vari is a simple and powerful small-multiples tool for decomposing variation, best used for geometric shape, but often misapplied. Multi-vari was developed by Len Seder in 1951. Len was an important contributor to the science of quality control in New England after WW II, along with Juran, Shainin, and others. Seder developed a way to decompose observed variation into within part, part-to-part, and time-to-time. The lessons David and I learned while using multi-vari in the early 1990s resulted in an important improvement. Those lessons centered on data transforms, why and to avoid them, and how to decompose variation into natural families instead of the three Seder used, which continue to dominate to this day. Multi-vari is weak when looking at within piece, piece to piece, and time to time.
Dorian Shainin used to tell a story about a rotor shaft to introduce multi-vari, later published by Keki Bhote in World Class Quality. Following Seder’s approach, stratified samples were selected, the shaft diameter measured, and the results plotted to show variation within part, part-to-part, and time-to-time. The case study starts by showing a process capability analysis with the tails outside the spec limits. Diameter was specified on the print, thus the default variable for the case study. No thought was given to an alternative measurement approach since diameter was specified on the print. Therein lies the problem; diameter is a data transform. A shaft can look like a garden hose, with the diameter to print. Now what?
Lathes don’t make diameters. In order to characterize rotor shaft shape, it helps to know that a lathe creates a point in space some distance from the axis of rotation, a radius. A lathe makes a series of radii to form an arc, a series of arcs to form a circle, then, as the cutter travels parallel (hopefully) to the axis of rotation makes a series of circles forming a cylinder. [1] Since a radius is the geometric form created by the lathe, it is the proper form (only form) to characterize the shape of the shaft. A diameter is a data transform because it is the sum of two radii.
Machines that create shape are best decomposed by starting at the location of the initial cutter contact point with respect to the datum scheme used to locate the part. Then, as the form is created (radius, arc, circle, cylinder) the contrasts are developed and constrained. Only position with respect to a datum is useful for diagnosis, which must be measured in two dimensions.
It is easy to see that flatness is transformed data. Flatness is calculated by measuring a series of points without respect to a datum scheme, subtracting the largest from the smallest. Flatness is useless for diagnosis, and calculating its process capability is hardly worth the effort. A machine that creates a plane could be characterized by measuring a point in on the part some distance from the proper datum, then two other points in the direction of tool travel to form a segment, then a series of segments (three is enough) which form a line, then a series of lines (three) which form a plane. The results can be easily plotted by hand, if you are so inclined. If the results are unsatisfactory, then the reason can be figured out because the shape plotted is easily related to the particular machine function that created the shape parameter. The more practice you get the easier it becomes.
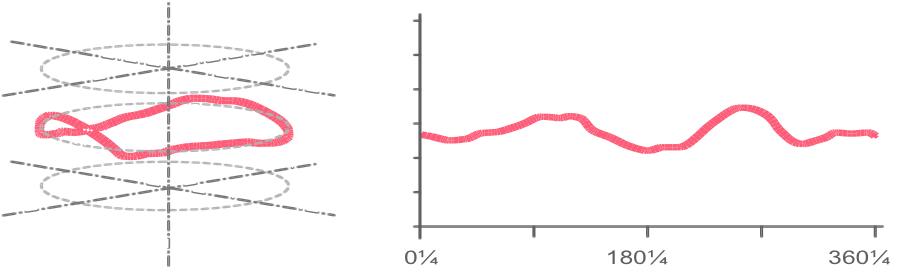
You might be tempted to say that Figure 3 only represents run-out. Not so. The starting point, 0 degrees, is a fixed and specified nominal distance from a datum. This gives the ability to see how the initial locating point varies from part-to-part. In addition, 0º is always established with respect to the chuck, since the part can be located randomly with respect to the chuck. Keeping track of how the part is located gives the ability to see any pattern the lathe imposes on the part as the geometric form is created, but only if the part is marked with a pen or a prick punch.
On about three parts, we plotted three circles of increasing diameter, but the pattern was consistent, so we decided to reduce the work and only measure the largest circle, where it was easiest to see the pattern. By retaining the orientation with respect to the chuck, we found that the pattern was non-random with respect to the chuck, and similar on serial parts as long as the cutting tool had enough cycles.
The evidence, gathered over just a few parts, helps to constrain the problem; the pattern imposed on the machined face repeats when oriented with respect to the chuck. It is worse when the cutting tool is no longer new. We cannot replace the cutter more often, as this will increase downtime and tooling costs.
Clearly, the leverage lies in the chuck. You can look at Fig 3 and see a pattern imposed by a 3-jaw chuck. It is useful to know that the part is located on a cast datum and machined in a single chucking. A single chucking was the outcome of a Kaizen event, which, prior to the event, required two machining operations, the first of which was to machine a locating datum. Eliminating machining operations is always a good idea. It was tested, then approved. It worked…until the cutter saw a few cycles. Now what? Go back?
At this point, we need to have a short discussion about effort based and flow-based machines. (This is covered thoroughly in our workshops. One clamping system might move a fixed distance with each cycle, regardless of what limits the movement, within reason, of course. The effort varies with the system impedance. If clamping a machined surface, this will work quite nicely because the idea is that the machining controls the distance, so the force is repeatable. If, however, we decide to locate and clamp on a cast surface, the effort will vary, as the casting cannot be counted on to have repeatable shape. As the shape varies, the differences in effort will be distributed to the part. How well the part holds its shape is a function of its compliance, or how much it yields.
On the other hand, if we choose a fixed effort clamping system, the effort will be the same, but the position will vary. Since the displacement varies, repeatability in position is poor. This would be a bad choice for certain balance machines, although we see it all the time.
The causal explanation, in this case, is that the hub locates on a cast surface, which was previously machined. As the cutting tool increases in cycles, a pattern is imposed that is in phase with the chuck jaws. This was confirmed by moving the chuck to the metrology lab, then measuring the compliance of a machined part, as the clamps were applied and released. An understanding of the physics of the clamping system, which can be described as a flow-based system that distributes the effort, resulted in two proposals.
One was to change to an effort-based system (air chuck) which has severe drawbacks. An even closer look at the existing system left us thinking about the force, which was applied over a small contact area of three jaws. We wanted to keep the same force for safety, but test the idea of distributing it over a larger contact area. A six-jaw chuck that contacted more than twice the contact area was tested. Not only was the scrap eliminated, but the shape greatly improved, for which the customer was grateful.
What is the root cause? The world is not that simple. It takes a causal explanation to fix tough problems.
As I told a client recently, rather than asking why The New Science of Fixing Things can solve problems so fast, but why your technical staff, who are bright and clever, cannot. When we arrive, we have technical competence that cannot match yours. So how is it that we can consistently solve technical problems so fast?
It can only be strategy. We can help you fix yours fast. As Juran said, “Project by project and in no other way.”
John Allen
Figure 3 [1] See US Patent 7006948 – Diagnostic method for manufacturing processes.

One thought on “Case of the Run-Out Rotors”
Comments are closed.